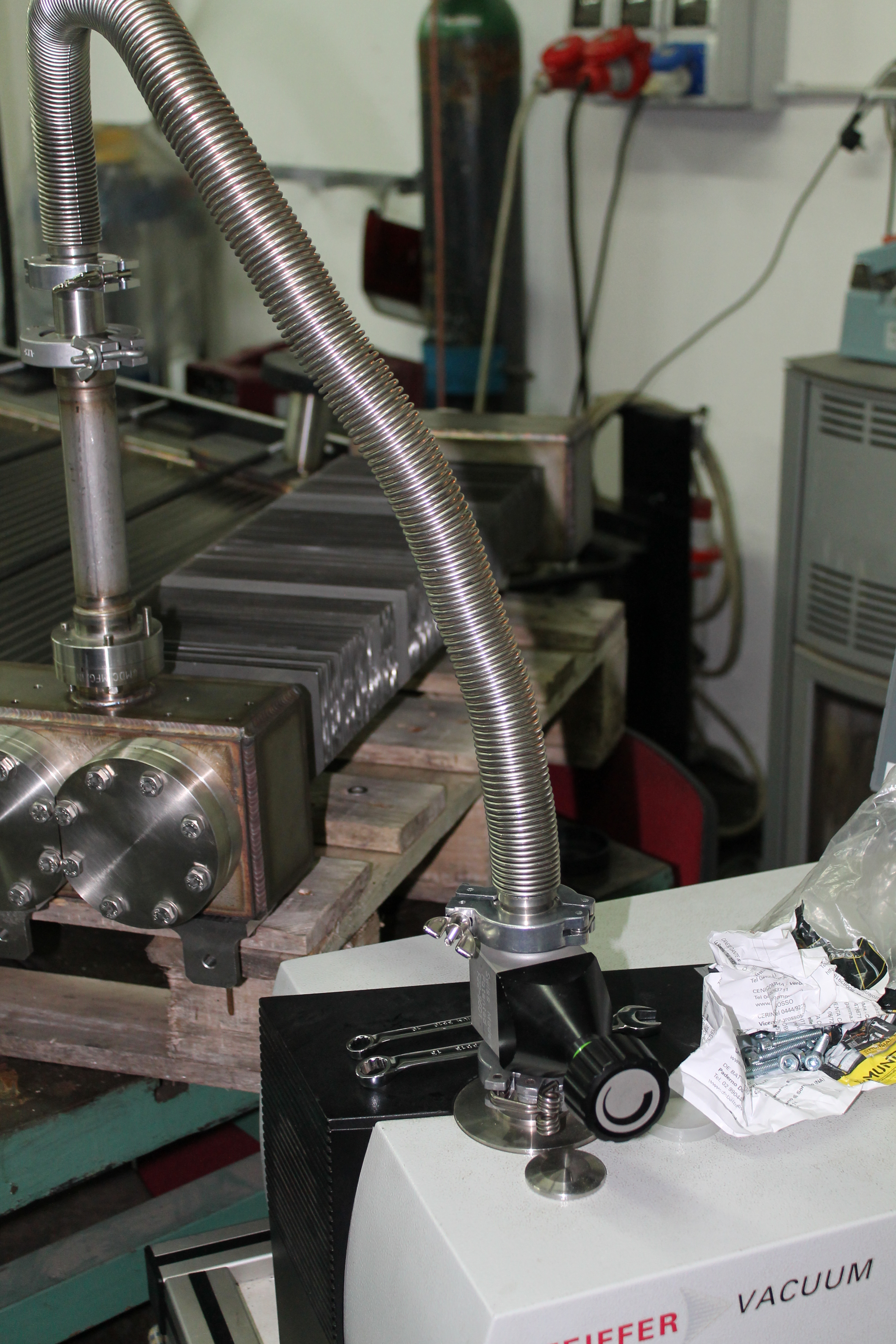
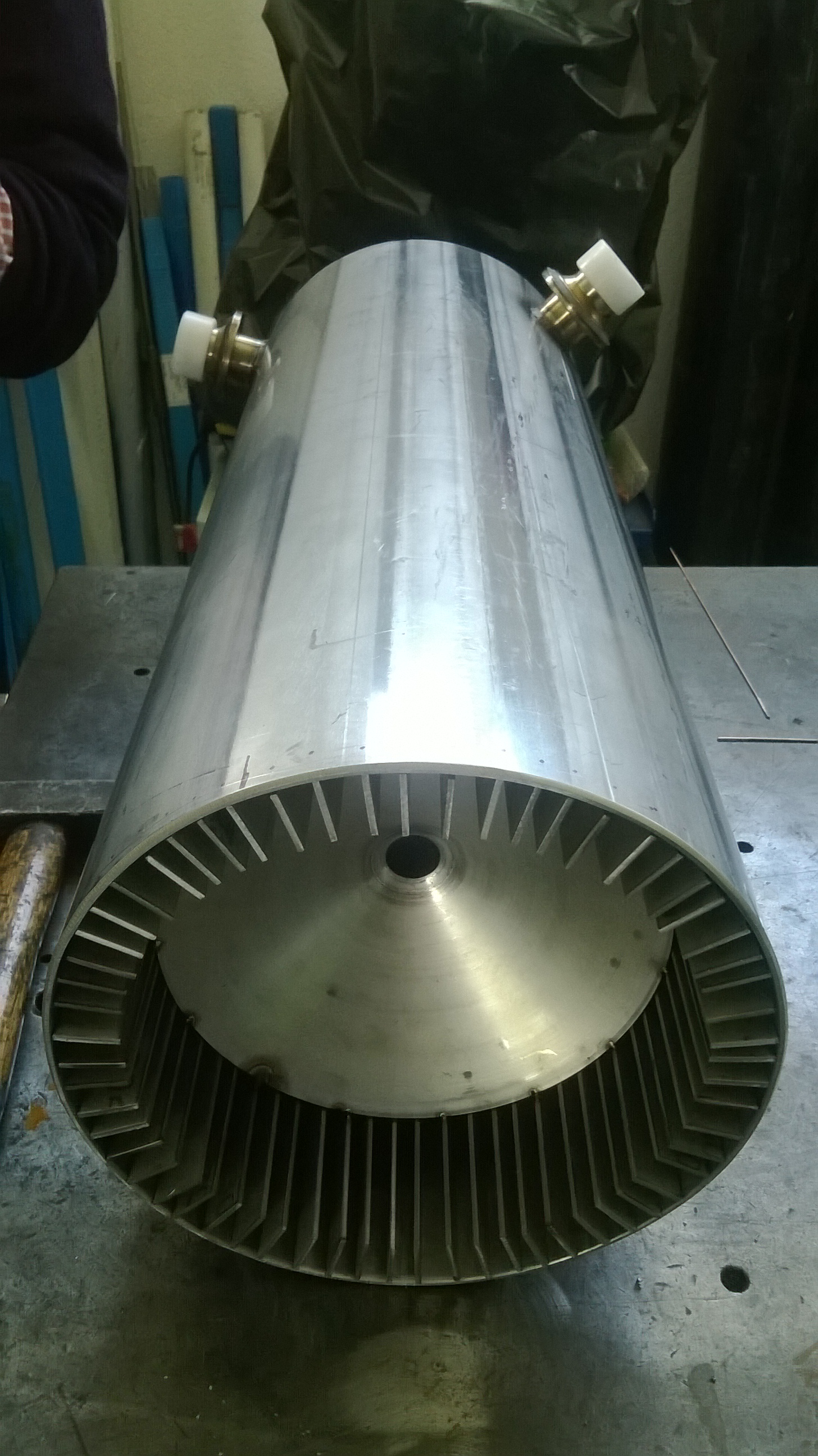
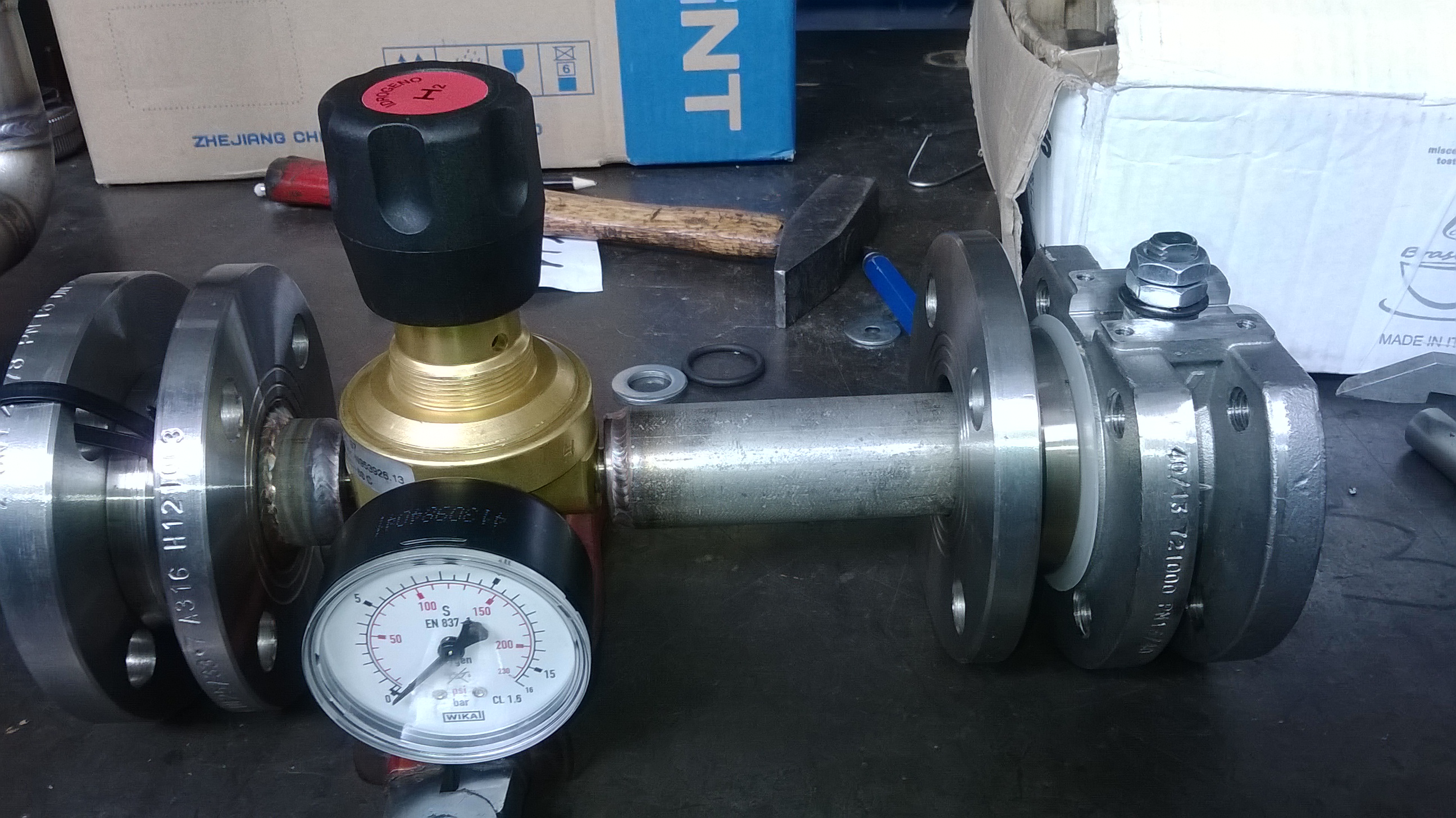
Precisione della componentistica Per quanto non vincolante una precisione micrometrica o centesimale, tuttavia, per alcuni componenti interni, e' stato necessario mantenere un'accuratezza notevole, sia nei singoli elementi che nel loro assemblaggio. Nelle foto e' possibile vedere alcuni componenti interni e una parte di un riduttore di pressione regolabile dall'esterno, ma a tenuta stagna. Infine, l'uso di connessioni AISI 316 flessibili e flangiate ha permesso non solo un'estrema semplicita' di assemblaggio, ma la necessaria liberta' di dilatazione termica dei componenti. Le connessioni, complete della strumentazione prevvista (sensori e valvole), sono state assemblate separatamente e poi connesse all'impianto. Si vedano, come esempio, le foto in basso.
Le saldature Il punto cruciale della realizzazione del prototipo ha riguardato la giunzione degli elementi costituenti i singoli componenti. Elementi basilari sono: - la garanzia della qualita' delle saldature e scelta dei materiali d'apporto; - le procedure di formazione della saldatura secondo norme ASME; - il leak test con elio. I vari aspetti sono stati affrontati utilizzando personale patentato e adottando un welding plan che ha le sue radici nelle saldature di tenuta all'idrogeno ad alto vuoto. I passaggi hanno riguardato la saldature a tenuta di pressione e strutturale. I vari cordoni sono stati realizzati a TIG con e senza materiale d'apporto, avendo cura di minimizzare le distorsioni ed effettuando una prima imbastitura con punti singoli. Nelle figure e' possibile vedere alcuni momenti delle fabbricazioni, prima del reattore di metanazione e poi dello scambiaore di calore gas/gas.